Makro-Grip®: Die einzigartige Präge- und Spanntechnik
Die Makro-Grip Prägetechnik bietet durch das Vorprägen beim Fräsen höchste Haltekraft der Rohlinge bei minimaler Spannrandzugabe. Der Spanndruck im Werkstück wird reduziert, die Zugänglichkeit für die Bearbeitung verbessert und unerwünschte Vibrationen reduziert.
-

Lang Makro-Grip Spanner -
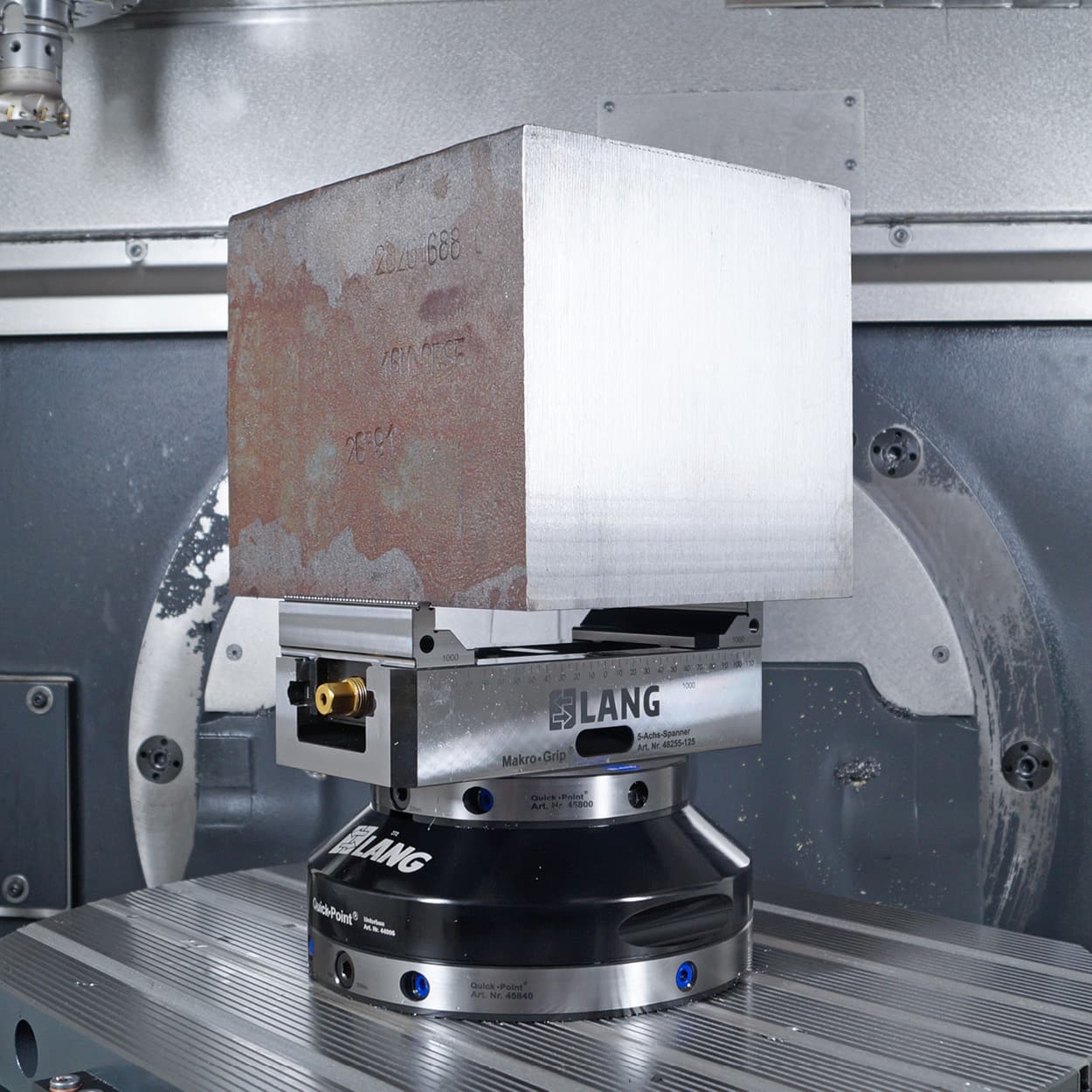
Lang Makro-Grip Spanner mit Rohling
Die einzigartige Prägetechnik macht die LANG Spanntechnik zur Führenden in der 5-Seiten-Bearbeitung. Durch formschlüssiges Spannen garantiert sie höchste Haltekräfte bei minimalem Spanndruck. Das externe Vorprägen des Werkstückes begünstigt eine Vielzahl von Faktoren, die sich gewinnbringend auf die Prozesssicherheit und Wirt-schaftlichkeit der Fertigung auswirken.
Die Prägetechnik ist eine Technologie, die es erlaubt, selbst hoch-festes Material prozesssicher und ohne Verschleiß im Makro-Grip® 5-Achs-Spanner zu halten. Werkstückrohlinge werden dabei an einer externen Prägestation unter hohem Druck mit einer Kontur versehen und für die Werkstückspannung vorbereitet. Die Kraftaufbringung auf das Werkstück geschieht also noch vor der eigentlichen Spannung im Schraubstock, weshalb sich die Funktion des 5-Achs-Spanners ledig- Halteverzahnung + Abdruck mit herkömmlichem Schraubstock lich auf das Halten des Werkstückes beschränkt. Dahingehend unterscheidet sich die Prägetechnik grundlegend von der Spannphilosophie anderer Anbieter. Herkömmliche Maschinenschraubstöcke müssen nämlich mit ihren Krallenbacken eine Doppelfunktion erfüllen (1. In das Werkstück eindringen, 2. Werkstück halten). Dabei sind sie lediglich in der Lage, maximal 4 – 6 Tonnen Druck aufzubauen. Das Eindringen in das Werkstück wird insbesondere bei harten Werkstoffen zu einer Herausforderung. Um in das Werkstück richtig eindringen zu können, muss die Halteverzahnung der Krallenbacken spitzer / zackiger Geo-metrie sein, was jedoch eine erhöhte Verschleißanfälligkeit und somit negative Auswirkungen auf die Spannqualität mit sich bringt. Bei wei-chen, verzugsanfälligen Werkstoffen neigt die spitze Halteverzahnung zudem zu Haltekrafteinbußen, da sich diese durch die Bearbeitungs- Halteverzahnung des Makro-Grip® 5-Achs-Spanners und Werkstück kräfte im Werkstück freiarbeiten kann.
Die Prägetechnik hingegen baut beim externen Vorprägen bis zu 20 Tonnen Druck auf und hat somit auch mit harten Werkstoffen bis 1.500 N/mm² Zugfestigkeit kein Problem. Das Werkstück wird nach dem Vorprägen nur noch mit geringem Spanndruck im 5-Achs-Spanner gehalten. Seine Bauweise fällt daher sehr kompakt aus und es entsteht kein Verschleiß an der Halteverzahnung. Deren Form (Pyramidenstümpfe) und der geringe Spanndruck sind dafür verantwortlich, dass sich die Halteverzahnung nicht tiefer in das Werkstück hineinbohren kann und somit jederzeit einen definierten Anschlag bietet.
Wo herkömmliche Maschinenschraubstöcke in Sachen Werkstoffhärte an ihre Grenzen stoßen, zahlt sich der Einsatz der Prägetechnik voll aus. Die resultierenden Haltekräfte eines Werkstückes im 5-Achs-Spanner sind umso höher, je härter und widerstandsfähiger der Werkstoff ist (bis 45 HRC, nicht-spröde) – und das trotz geringem Spanndruck und kompakter Bauweise.
