Präzisionsreiben im Sekundentakt
Mit nachdrücklicher Unterstützung durch die Zerspanungswerkzeug-Spezialisten der Gühring (Schweiz) AG konnte der Metallteile- und Baugruppen-Zulieferer Bollinger Oensingen AG die Reibbearbeitung anspruchsvoller Bauteile in eine neue Produktivitäts-Dimension überführen.
-
Zum Reiben der Mittelbohrung der mehrfach aufgespannten Werkstücke mit VHM-Hochleistungs-Reibahle -

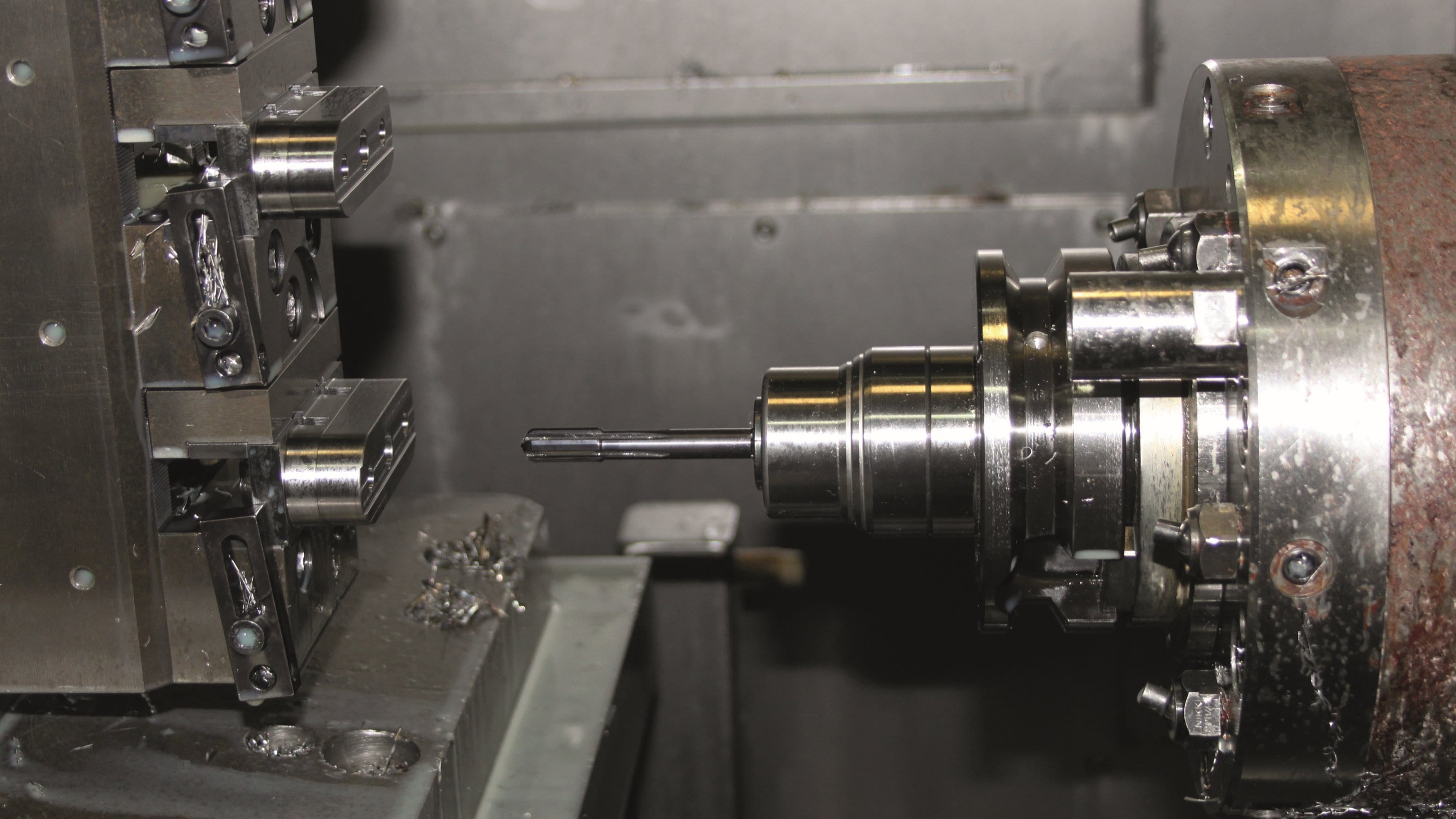
VHM-Hochleistungs-Reibahle vom Typ 1676 des Reibahlen-Lieferprogramms HR 500 -

Hochpräzisions-Kraftspannfutter aufgenommene VHM-Hochleistungs-Reibahle -

V.r.n.l. C. & B. Bolliger, Bolliger Oensingen AG, C. C. Podgornik, Gühring Schweiz AG
Präzisionsreiben im Sekundentakt
Mit nachdrücklicher Unterstützung durch die Zerspanungswerkzeug-Spezialisten der Gühring (Schweiz) AG konnte der Metallteile- und Baugruppen-Zulieferer Bollinger Oensingen AG die Reibbearbeitung anspruchsvoller Bauteile in eine neue Produktivitäts-Dimension überführen.
Schon mal was von „Reibstanzen“ gehört oder gelesen? Wohl eher nicht. Doch was sich für Technologie-Puristen ziemlich kryptisch liest, haben die Pragmatiker der Bolliger Oensingen AG und der Zerspanungswerkzeug-Hersteller Gühring (Schweiz) AG sehr konsequent in die Praxis umgesetzt. Aber der Reihe nach: Das typische Schweizer KMU Bolliger Oensingen AG, CH-4702 Oensingen, befasst sich seit rund 50 Jahren mit der zerspanenden sowie der umformenden Herstellung/Bearbeitung von Metallteilen aller Art. Zum einen fokussiert auf die Fertigung von Einzelteilen über Kleinserien hin zu Mittelserien in Losgrössen bis 300 Stück, werden zum anderen im eigenen Haus alle relevanten Technologien vorgehalten. Dies aus der gelebten Philosophie heraus, den Kunden aus den Bereichen Maschinen- und Anlagenbau, Elektroindustrie, Bau- und Landmaschinen sowie Fahrzeugbau montagefertige Komponenten und Baugruppen liefern zu können. Mit den Abteilungen Mechanische Bearbeitung/CNC-Fertigung und Blechbearbeitung plus Schweissen/Löten ist man in der Lage, sowohl direkt auf Kundenanforderungen einzugehen als auch umgehend, sprich: ohne Zeit- und Terminverzögerungen schnellstens auf Änderungen und Sonderwünsche zu reagieren. Dafür stehen unter anderem mehr als 15 ausgewiesene Fachkräfte, darunter auch fünf Familienmitglieder, sowie ein moderner Maschinenpark zur Verfügung. Im Laufe der Jahre entwickelte sich zudem ein leistungsfähiges Lieferanten-Netzwerk, sodass neben dem Mechanik-, Zerspanungs-, Umformtechnik- und Baugruppenmontage-Portfolio auch Finish- und Oberflächenbehandlungen offeriert werden können – eben ganz im Sinne der Devise „Komplettlösungen aus einer Hand!“
In enger Zusammenarbeit Zerspanungsaufgaben lösen
Der Leiter Mechanik bei der Bolliger Oensingen AG, Christian Bolliger, zur Strategie des Unternehmens: „Wir sind bei allen relevanten Basis-Technologien gut aufgestellt und können zum Beispiel Frästeile in Grössen von wenigen Millimetern bis zu 1500 Millimeter 3- bis 5-achsig hochpräzise bearbeiten. Unsere Stärke liegt bei Stückzahlen von 1 bis etwa 300 pro Charge, die wir im 1,5-Schichtbetrieb fertigen. Um die technische Verfügbarkeit unseres Maschinenparks für eine maximale Lieferbereitschaft möglichst hoch zu halten, arbeiten wir bei den Maschinen wie bei den Werkstück-Spannsystemen und Zerspanungswerkzeugen mit bewährten Lieferpartnern zusammen. Diese unterstützen uns tatkräftig und nachhaltig bei der Verbesserung der Produkte und Dienstleistungen, was wiederum den Kunden viele Vorteile bringt.“ Bestes Beispiel dafür ist ein aktuell realisiertes Projekt, bei dem es um in Chargen von 250 Stück/Woche zu liefernde sehr hoch beanspruchte Präzisionsteile für Baumaschinen geht. Die aus dem Werkstoff 42CroMo4 bestehenden Werkstücke werden aus dem Vollen gefräst und weisen unter anderem eine Passbohrung mit Ø 10 mm auf, die durch Reiben gefinisht wird. Um nun diese Reibbearbeitung prozesssicher darstellen zu können, wurden zunächst Standard-NC-Reibahlen aus VHM des Zerspanungswerkzeuge-Herstellers Gühring (Schweiz) AG, CH-6343 Rotkreuz, eingesetzt. Die Reibbearbeitung eines 35 mm tiefen Durchgangs-Lochs dauerte insgesamt 56 Sekunden, ab Positionierung vor der Bohrung, Reiben und Zurückfahren in Ausgangsstellung. Die Reibahle arbeitete mit der Umdrehungszahl 380 min-1 (Vc = 12 m/min) und einem Vorschub von 0,2 mm/Umdrehung, was einer Geschwindigkeit von Vmin Vf = 76 mm/min entspricht. Da sich der Auftrag sukzessive auf besagte bis zu 250 Stück in der Woche ausweitete, musste, um die Lieferfähigkeit und Wirtschaftlichkeit einhalten zu können, der Ausstoss pro Zeiteinheit gesteigert werden. Deshalb ersuchte Christian Bolliger seinen Kollegen Christian Podgornik, zuständig für Beratung und Verkauf bei der Gühring (Schweiz) AG, um eine effizientere Lösung.
Reibbearbeitung von 56 auf 1 Sekunde reduziert
Christian Podgornik führte dazu aus: „Wir bieten mit der Serie HR 500 ein Programm an Standard-Hochleistungs-Reibahlen aus Vollhartmetall für Durchgangs- und Sacklöcher. Die Reibahlen für Sack- und Durchgangslöcher unterscheiden sich unter anderem durch innen- beziehungsweise aussen liegende Kühlmittelzufuhr, um in jedem Fall eine wirkungsvolle Kühlschmierung und eine zuverlässige Späneabfuhr gewährleisten zu können. Als Alternative zur vorherigen VHM-Reibahle wählten wir nun eine VHM-Hochleistungsreibahle vom Typ 1676 mit TiAl-Nano A-Beschichtung mit dem Ø 9,98 mm (Vorbohrung 9,8 mm). Damit ist die Reibbearbeitung mit ganz anderen Schnittwerten möglich, nämlich mit Vc = 120 m/min (Umdrehungzahl 3820 min-1), V = 1,7 mm/Umdrehung und Vmin Vf = 6495 mm/min. Trotz des längeren Anfahrwegs von vorher lediglich 2 mm auf jetzt 20 mm (um auf die erforderliche Drehzahl und Vorschubsgeschwindigkeit beim eintretten ins Bauteil zu kommen) erfolgt die gesamte Reibbearbeitung inklusive Einfahren und Ausfahren in nur 1 Sekunde, wobei der eigentliche Reibprozess nur noch exakt 0,64 Sekunden dauert.“ Unablässig dafür ist neben einer stabilen Maschine natürlich auch ein Hochleistungs-Kraftspannfutter, das sich in dem Fall durch eine Rundlaufgenauigkeit von 3 µm auszeichnet. Durch die Reduktion der Zeit für die reine Reibbearbeitung von früher 56 Sekunden auf nunmehr 1 Sekunde(!) liessen beziehungsweise lassen sich jetzt aber nicht nur die Produktivität und die Wirtschaftlichkeit reproduzierbar darstellen. Denn auch die Standzeiten der VHM-Hochleistungs-Reibahle und damit die Prozesssicherheit konnten verbessert werden, und dies bei der gefordert hohen Qualität der Reibbearbeitung.
Fazit
Abschliessend meinte Christian Bolliger: „Mit der neuen Reibahle, die zwar etwas teurer ist als die vorher verwendete, haben wir einen sehr grossen Sprung nach vorne gemacht. Man könnte angesichts von 1 Sekunde Reibzeit sogar vom Reibstanzen sprechen, so schnell geht das. Erstaunlich bei solchen Zerspanungsleistungen ist auch, dass wir mit einer solchen VHM-Hochleistungs-Reibahle schon deutlich mehr als 600 Bohrungen bearbeitet haben, und immer noch Top-Ergebnisse erzielen. Da sich die VHM-Reibahlen zudem nachschleifen lassen, relativiert sich der Mehrpreis nochmals, sodass wir hier von einem hervorragenden Kosten-Nutzen-Verhältnis sprechen können. Wir sind dankbar durch die Unterstützung von Gühring beziehungsweise durch Christian Podgornik beim Einfahren des Werkzeugs, zumal wir uns sonst gar nicht getraut hätten, solche Schnittwerte zu fahren.“
