Wenn die halbe Bohrung eine doppelte Herausforderung ist...
Das Bearbeiten halboffener Lagerstellen wurde beim Lohnfertiger Heinz Baumgartner bislang durch Ausspindeln gefertigt. Mittlerweile werden für die halboffenen Reibungen erfolgreich URMA RX Medium Reibwerkzeuge eingesetzt. Das Resultat? Enorme Verbesserungen bezüglich Standzeit und Prozesssicherheit.
-
Wenn die halbe Bohrung eine doppelte Herausforderung ist...
Die Firma Heinz Baumgartner AG in Tegerfelden ist, seit der Gründung im Jahre 1962, sehr erfolgreich als Lohnfertiger in der allgemeinen Mechanik bekannt.
Seit vielen Jahren arbeitet die Firma Heinz Baumgartner AG in der Bohrbearbeitung, sowie dem Glattwalzen erfolgreich mit der Firma URMA AG zusammen. Herr Reto Wächter setzt bei mittleren bis grossen
Stückzahlen vermehrt auf die Hochleistungsreibahlen der Firma URMA AG. Durch die hohe Geschwindigkeit, die Prozesssicherheit auf den Durchmesser sowie die Oberfläche, werden Bauteile äusserst wirtschaftlich bearbeitet.
«Durch den Einsatz dieser RX-Reibschneiden konnten wir seit Jahren enorme Verbesserungen bezüglich Standzeit und Prozesssicherheit erreichen. Dass die Bearbeitung von Halbschalen ebenfalls so gut funktioniert, hat mich persönlich sehr verblüfft. Tatsächlich erreichen wir auch da konstante Positionsgenauigkeiten und Durchmesser. Ganz nach dem Motto «Innovative Mechanik – made in Switzerland» setzen wir stets auf die modernsten und wirtschaftlichsten Technologien.»
Reto Wächter, Heinz Baumgartner AG
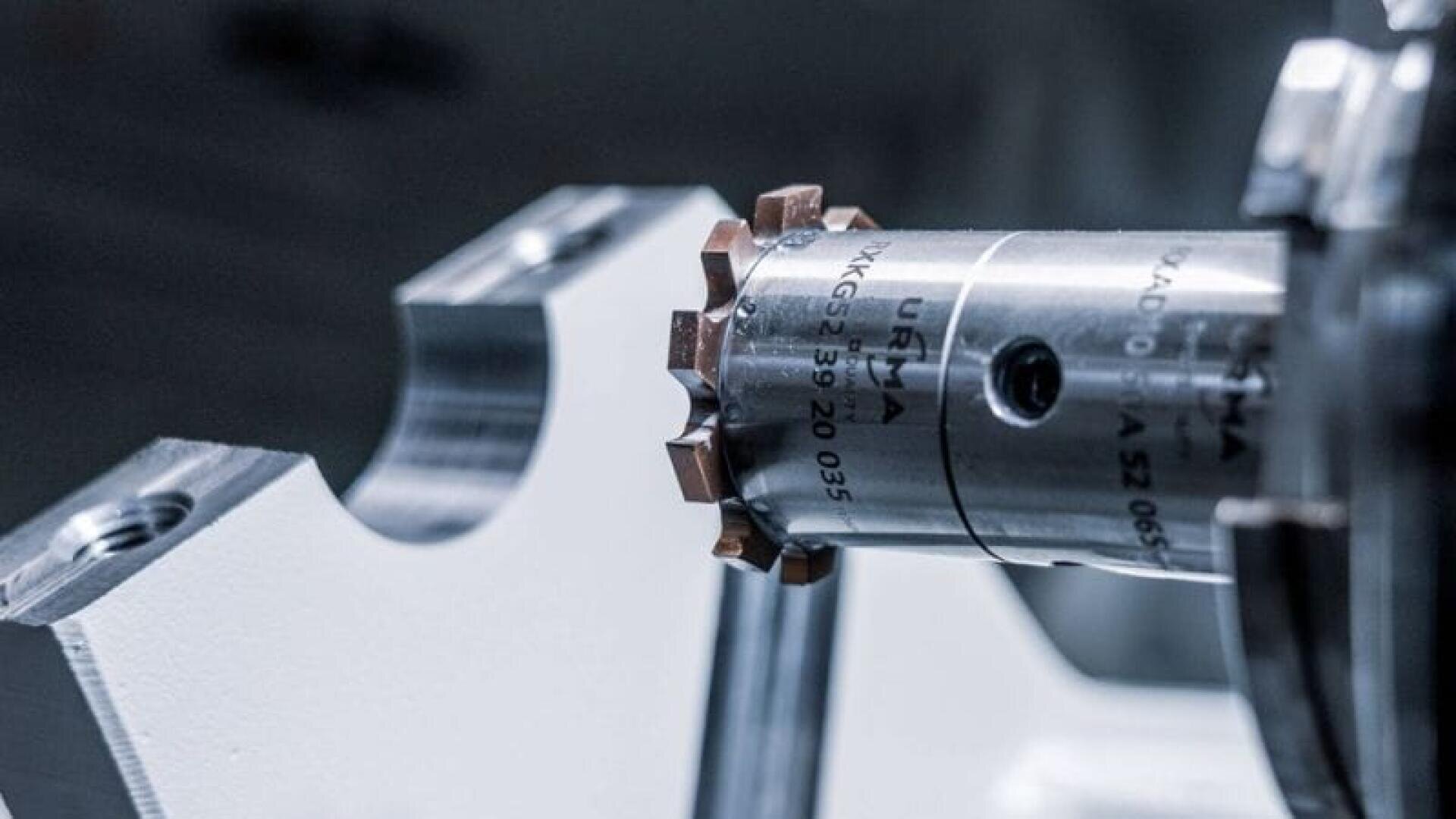
Die Bearbeitung einer Schweisskonstruktion aus St37-2 / 1.0037 für einen Roboter-Grundträger, welcher in der Medizinaltechnik eingesetzt wird, fertigt die Heinz Baumgartner AG seit Jahren. Die Schwierigkeit bei der Herstellung der Lagerstellen liegt beim stark unterbrochenen Schnitt, wo 50% der Bohrung offen sind. Die Lagerschalen 50H7 und 95H7 haben eine Positionstoleranz von +/-0.015mm und wurden bisher immer durch Ausspindeln gefertigt.
Das Verfahren durch Ausdrehen hat funktioniert, jedoch war es den Mitarbeitern nicht möglich die offene Bohrung zu messen und das Ausdrehwerkzeug einzustellen. Seit einiger Zeit werden diese Bohrungen durch ein URMA RX Medium Reibwerkzeug gerieben. Durch den Einsatz der Reibahle liegt die Durchmesserverantwortung auf dem Werkzeug und nicht mehr beim Maschinenbediener, dadurch wird der Mitarbeiter an der Maschine entlastet. Auch die Geschwindigkeit von Vc 80m/min - F 0.84mm/u, sowie die Standzeit pro Reibschneide von 50 Minuten machen diese Bearbeitung zu einem Erfolg.
Haben Sie ähnliche Herausforderungen? Gerne stellen wir uns der Aufgabe!
