Midwife for precision watches
Production of the watch plate brings to birth a craft-produced ‘calibre’ – this is the watchmaker’s term for the centrepiece of an ultra-precise, mechanical luxury watch. IWC Schaffhausen uses a KERN Micro for the operation, to guarantee a high standard of process reliability and repetition accuracy
-

In some areas as much as 0.5 mm of the material of the blank is abraded. -

IWC carries out all the necessary operations, milling, drilling, thread cutting one clamping positio -

The prizewinning power index chuck from RÖHM supports machining from three sides with just one clamp -
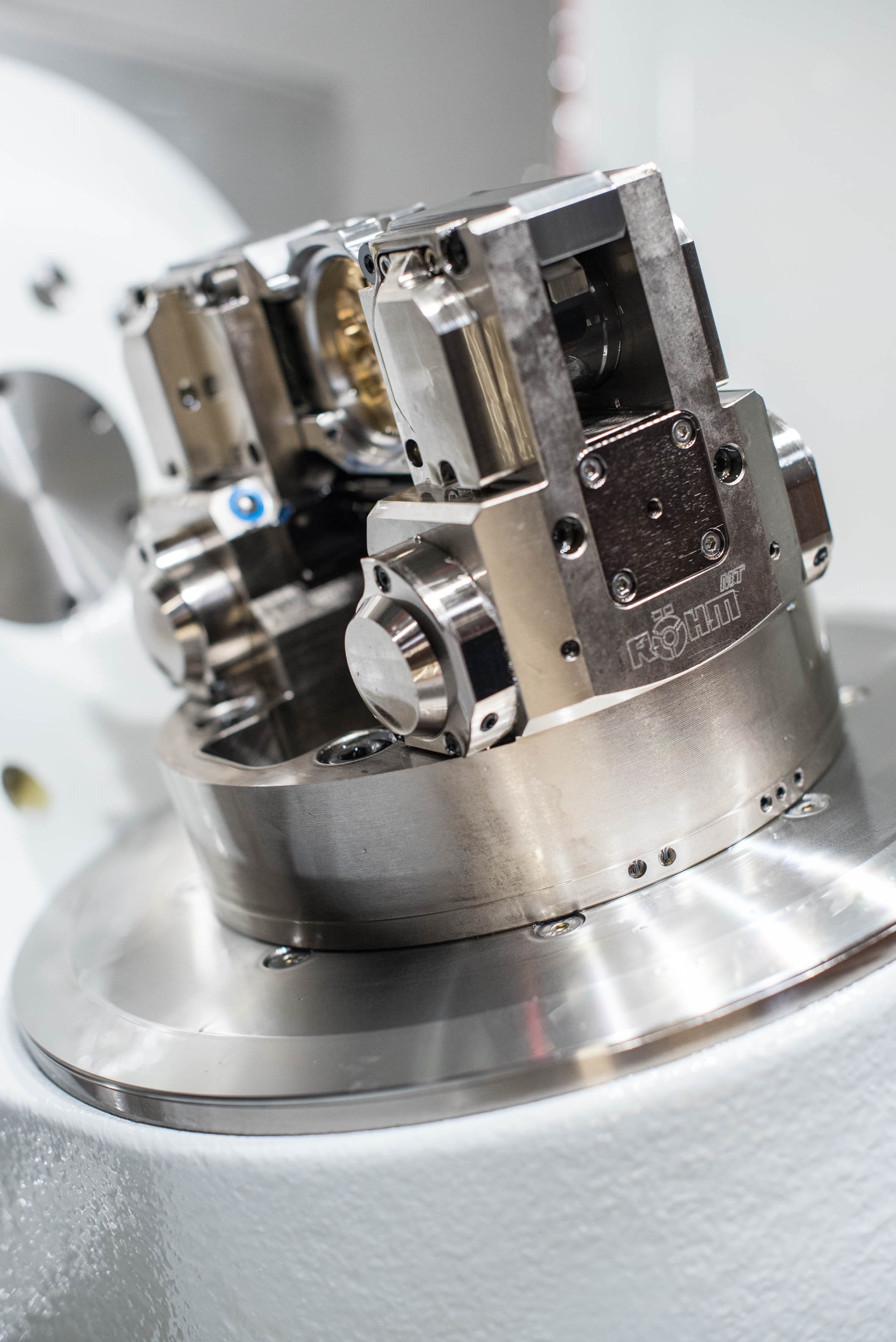
Even the drill hole for the winding shaft can be machined without a change of clamping position.
We are looking into a production hall, which at first glance looks just like any other – if it were not for the numerous red Kern machines, which make you think something special must be going on. We wouldn’t even have got in here without an escort. There’s no company sign, nowhere is the familiar IWC logo on view – there’s nothing to identify the manufacturer of luxury watches. When IWC Schaffhausen’s Head of Production for Workpieces, Christian Indlekofer, tells us that the most valuable IWC watch costs 750,000 Swiss francs we are considerably impressed, and are able to understand why they keep a low profile.
Manufacturing the plate brings the watch mechanism to birth
And yet today even the production of parts for the ‘calibre’ – as watch workshops call their specially developed, manufactured and assembled watch mechanisms – would only be possible with the help of ultra-modern CNC-controlled precision machines and machining centres. This makes no difference to the value of the watches – on the contrary, customers not only expect top-quality materials, superlative design and ‘complications’ (functions, that is, like the date, second time zone and calendar), they also want a valuable wrist watch that exhibits supreme accuracy. ‘Process reliability and repeat accuracy in production of the individual parts is only possible with the help of machines. Assembly, on the other hand, based on a long tradition, still takes place by hand,’ explains Heiko Zimmermann, IWC’s head of industrialisation.
So now we are standing in front of a KERN Micro, a highly compact precision machining centre, and observing how the handling robot lays a brass plate measuring 50 x 50 x 3.25 mm in place. Stephan Zeller, Kern’s regional sales manager, immediately explains what is special about this: ‘The KERN Micro gives IWC an ultra-compact 5-axis machining unit, on an area of just four square metres. It has outstanding automated functions and works accurately right down into the nano range.’ One factor ensuring this is the tempering of all the machine components responsible for heat input. With 101 tools in the easily accessible tool cabinet (which can actually accommodate as many as 209 tools), all process steps are accounted for.
Prizewinning index chuck from RÖHM
In the shipshape workshop, the prizewinning power index chuck from RÖHM’s micro-technology series is installed. This is a unique product worldwide, dreamed up by RÖHM in Switzerland and designed at the company’s branch plant in Dillingen, and it enables IWC to carry out all the necessary operations on the plate in just one clamping position. The processes involved are milling, drilling, thread cutting, piercing and the fine machining of the edges. Even the horizontal drilling for the winding shaft, from the outer edge of the plate to the inside, can be accomplished without a position change. ‘In the old days,’ Zimmermann recalls, we had to clamp the watch plate on three different machines. This naturally took a whole lot longer, and also entailed the risk that the final result might have been less accurate than is possible today. After just one measurement of the workpiece, whichtakes into account the tolerances of the blank, the system gets its zero point.’
270 processes with 54 changes of tool on an area of 0.001256637 square metres
The watch plate is the central component of a mechanical watch. This is where all the parts of the watch mechanism will later be mounted, from the bridge to the balance cocks, the jewels (rubies are used) and the pins, axles and cogwheels. Depending on the complexity of the design, a watch mechanism of this kind may consist of several hundred minute components. Until the point where the index chuck relinquishes the blank as a finished plate ready to be removed, the KERN Micro performs an unbelievable 270 operations on the works side and the dial, with a total of 54 changes of tool, to a precision of +/- 2 μm. Each tool will only be used once. The machining steps and their sequence are very precisely planned. Because the index chuck turns the plate in less time than it takes to change the tool, one tool always carries out operations on both sides of the plate before a new tool is substituted.
And this results, on what eventually becomes a 40 mm diameter watch plate, in drill holes of which the smallest have a diameter of just 0.38 mm, threaded holes and space to accommodate the mechanical parts. In some areas as much as 0.5 mm of the material of the blank is abraded. This in turn causes particular problems for the index chuck. If the force applied to the brass workpiece were to cause bending or even breakage, it would be a disaster. Above all in connection with the piercing process, the forces in play should not be underestimated. Any warping would lead to imprecise results. So a workpiece support has to be used – a kind of end stop.
A support which acts on both sides
But this is far from being a simple matter, seeing that the support, which strengthens the plate from below and counteracts warping, must of course continue to act from below in the just same way after swivelling. Here RÖHM has developed a unique and sophisticated solution which is a world first. ‘After the chuck has been swivelled, a pneumatically activated clamping yoke rotates through 180° and so once again supports the workpiece from below, explains the Managing Director of RÖHM Switzerland, who was responsible for this innovative and yet simple solution.
And yet here too the devil was in the detail. After the clamping yoke has revolved, it cannot be permitted to strike the plate with the full impact of its swing – otherwise the plate could be distorted, destroyed or catapulted out of the clamping jaws. So to prevent this RÖHM incorporated a kind of brake, which gently moves the support into position from below on both sides of the plate, slots it into place and carries out the necessary supporting function. As a result, all machining processes can be carried out with the required precision.
Continuing to boost flexibility and productivity
Since October 2015 the KERN Micro has been up and running in combination with RÖHM’s swivelling power chuck. ‘The unit is now productive for something like 140 hours in the week,’ Zimmermann reports with some pride. This will form the basis for manufacturing thousands of plates in the space of a year, with complete process reliability and repeat accuracy. And the next step has already been worked out, as Indlekofer announces: ‘Above all we want to maximize flexibility, as well as increasing productivity.’ A fourfold chuck with swivel function has been envisaged for the purpose. Kern and RÖHM are already working together on the design.
