Front and Back Deburring in One Single Pass
A fork piece has four bore edges. Two of them are difficult to access. This report shows how the deburring of all 4 edges can be done in an efficient and process capable way and without requiring to reclamp the workpiece.
-

The forkpiece - ideally suited to be deburred by COFA -
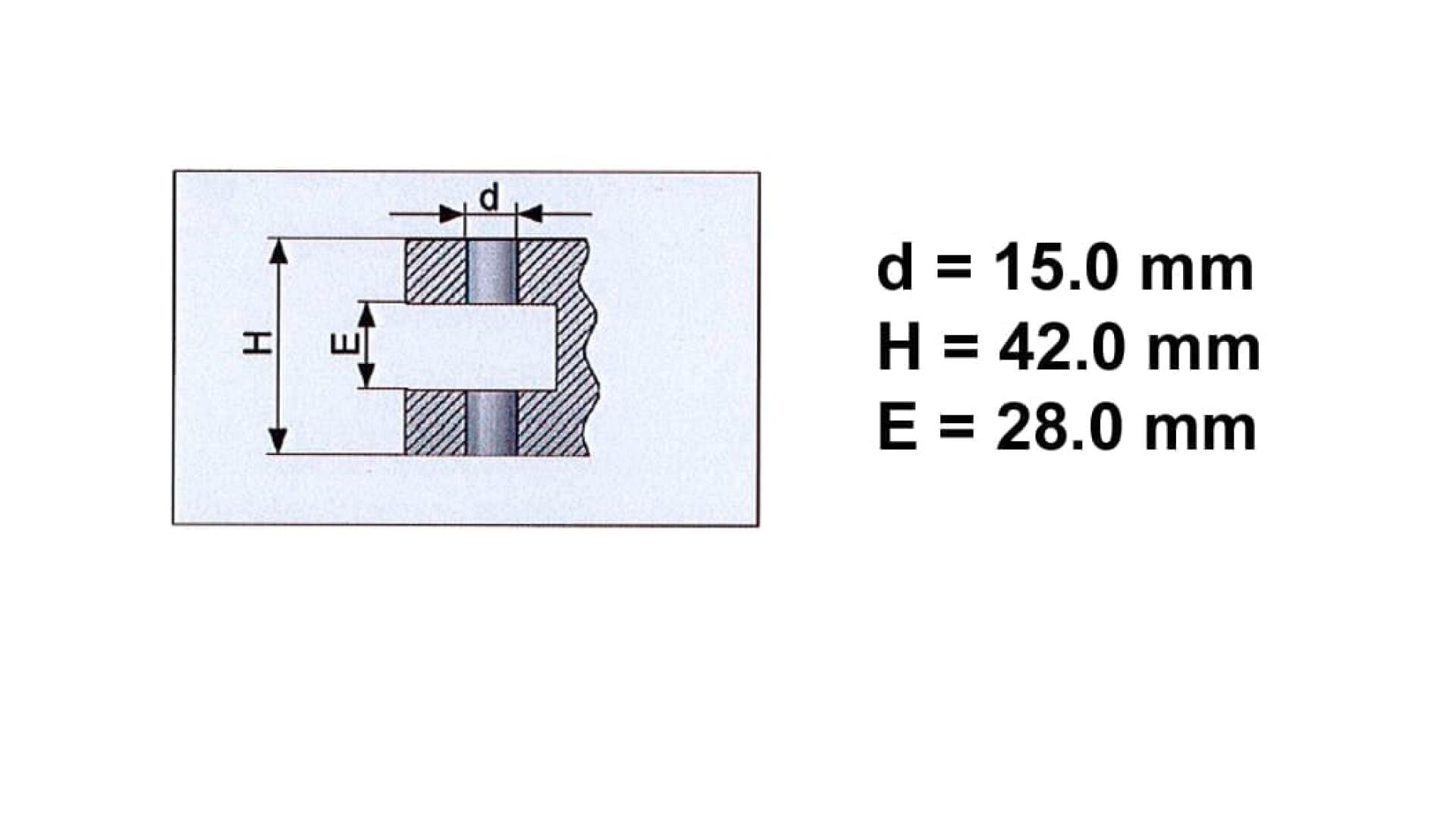
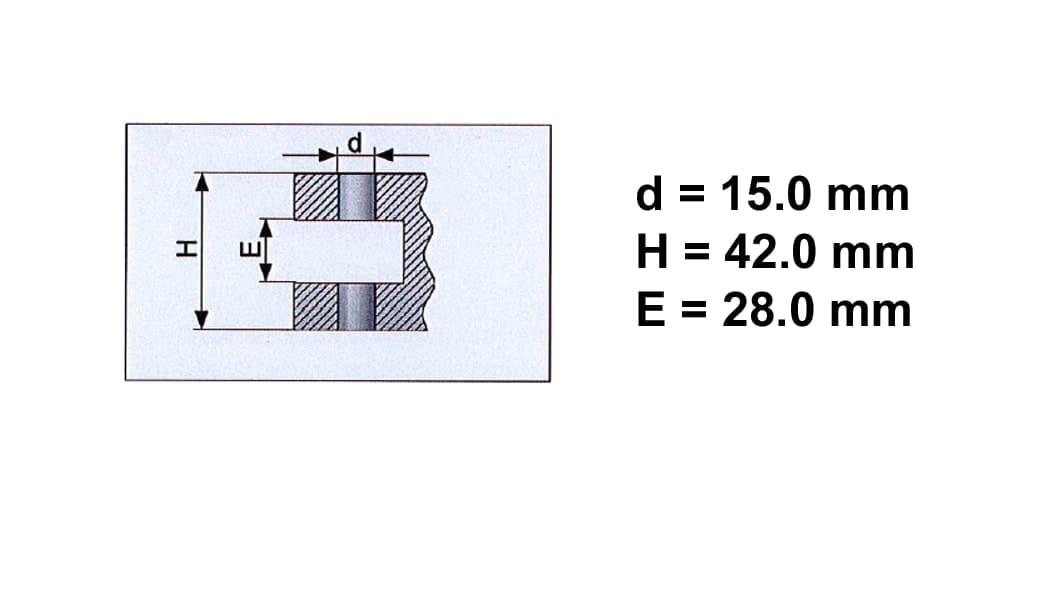
Dimensional drawing of the workpiece -
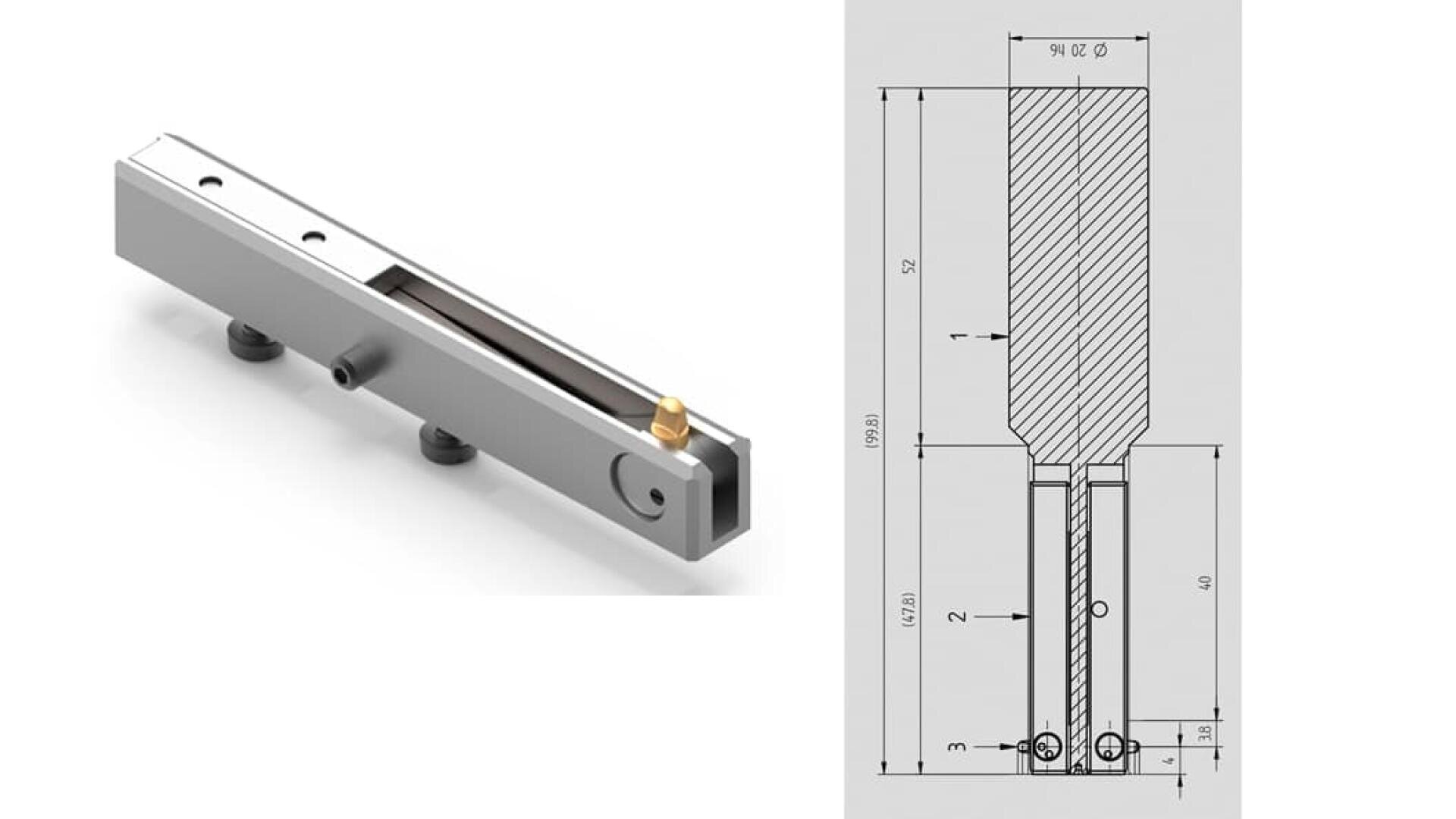
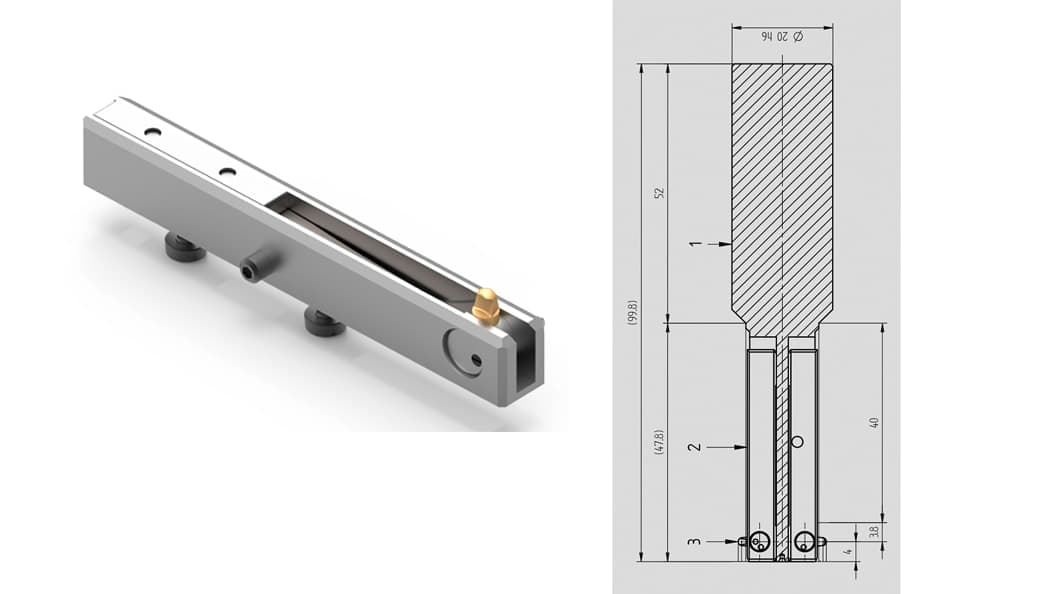
The double cassette tool - a customer-specific solution for the shortest possible cycle time -

Perfectly deburred bore edges


Initial Situation
A Swiss subcontractor to the German automotive industry used to deburr a fork laboriously by hand. The fork is part of the steering column. Faced with the problem that the manual deburring is too time-consuming and that it became a bottle neck in the production process, the company set out to look for a new solution.
Application Details
• Bore-Ø: 15.0 mm
• Deburr size: max. 0.3 mm
• Material: Steel
• Machine: Hermle Milling Center
• Machining: axially
• Cooling: external cooling, 30 bar pressure
• Dimensions: d = 15.0 mm, H = 42.0 mm, E = 28.0 mm
• Production volume: 200'000 bores per year
Proposed Solution
The deburring of the fork piece is a regular application of the COFA tool. The customer's requirement to reduce the process time as much as possible led to a special solution although the diameter of 15.0 mm could be easily deburred by a standard COFA tool. In order to be able to work with a maximal work speed HEULE proposed a double-cassette-tool. As the name implies it works with two blades at the same time.
Tool: Double-cassette-tool COFA C6
Blade: C6-M-0006-T
Machining parameters:
- Speed: 1000 rev./min.
- Feed: 0.8 mm/rev.
Customer Benefits
As explained by the customer, the main benefit is the now process capable chamfer as well as the replacement of the manual secondary work and the resulting time gain.
Last but not least, the overjoyed machine operator has to be mentioned because there is no manual deburring work anymore.
