Increased efficiency by unmanned back spot facing
Spot facing at the edge of the hole pose a challenge due to poorly accessible areas or limited machining space. Find out how Starrag AG was able to solve this problem and thus increase both its efficiency and process reliability.
-

The BSF Back Spot Facing tool makes reclamping of the workpiece superfluous. -
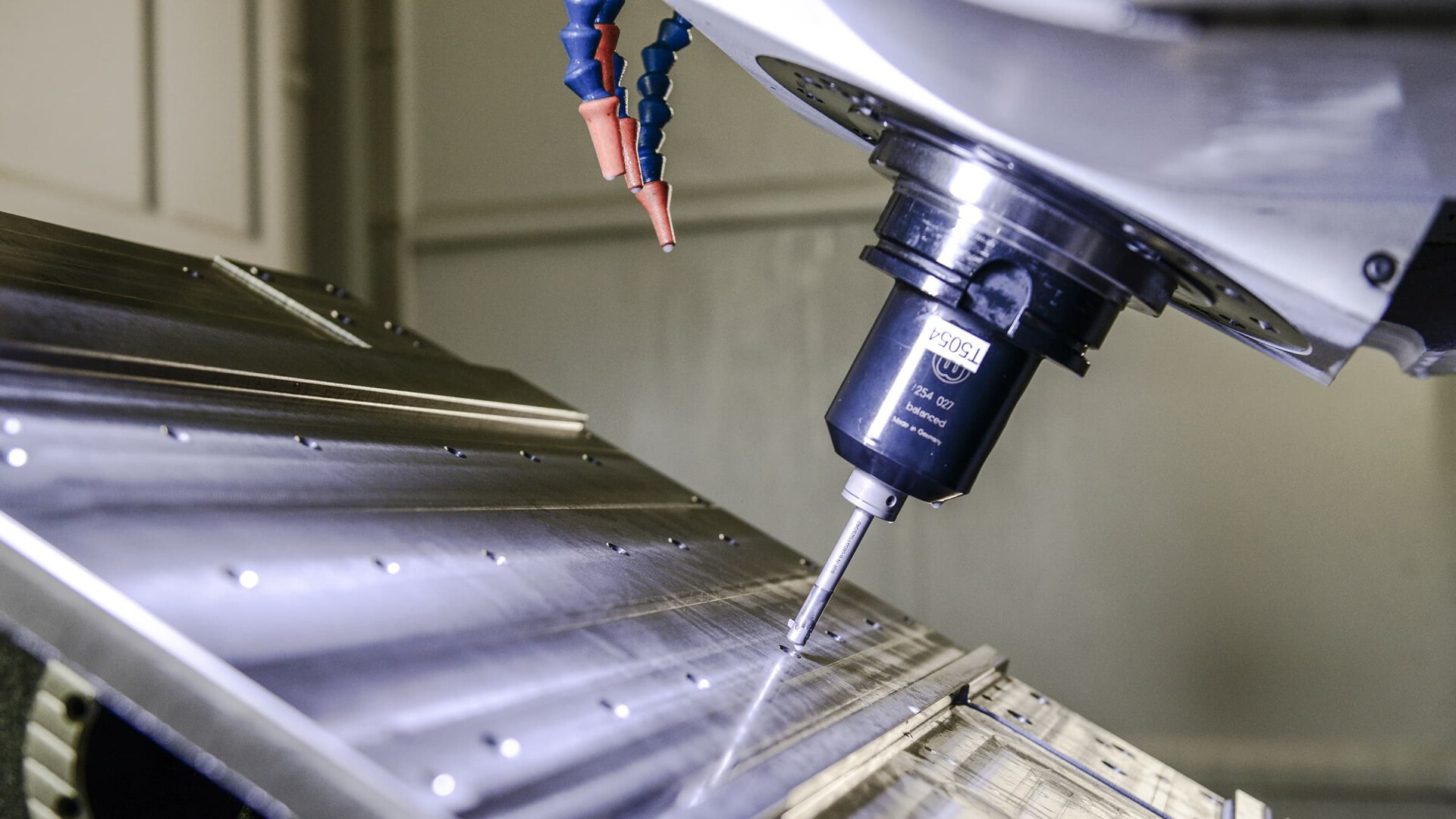
The machine components require 6 to 20 back spot faces with sinking depths of 5.0 to 44.0 mm. -

The BSF carbide blades resist the very heterogeneous cast skin surface. Suitable for up to 2.3 x bor -

Simple and modular structure: The functional principle of the BSF tool has proven itself.




Large machinery components such as the machine base for the new BUMOTEC machine have to meet the highest requirements of precision (e.g. flatness of 5my to 400mm2). Reclamping a component is no option anymore because of economical reasons. Stefan Meier, Head Center of Production Excellence at Starrag recalls: “The time-consuming application of back spot faces with the carrier tool and its removable counterbore head has already been on our list of processes to be improved for a long time. Ideas to this got concrete when HEULE introduced its new BSF tool at the EMO trade show.
Back spot facings up 2.3x bore diameter
At their location in Rorschacherberg they manufacture important machinery components such as for example the machine base. The Starrag engineers took adavantage of the opportunity to source a more efficient back spot facing solution when a newly developed machine tool was about to be realized. The new machinery parts have between 6 to 20 drilling holes. The dimensions of the drilling diameter/counterbore diameter vary from Ø8.5/Ø18.0 and the sinking depth varies between 5.0 to 44.0mm. The raw material that is being used is cast iron (GGG).
Carbide blade defies cast skin
Before the tests were done the Starrag technicians raised concerns over the BSF tool. They were concerned if the tool was able to cope with the challenging and undefined cast skin as well as the different cast dimensions. In return, they felt very confident about the simple functional principle.
Simple, reliable, efficient
During one year of live operation the production staff gained some very instructive experience. The reliability was very high – as expected from Starrag. The blade window remained free from any chips even though the machining was done dry up to counterbore depths of 5.0 mm and only with internal coolant for higher measures only. The folding out and the retraction worked perfectly.To finish Stefan Meier summarizes as following: “Switching to this new production method was a success. We achieved the aim of an unmanned production and the targeted cost savings as well as the improvement of our processes."
